




我们的现场实拍视频将带您走进球墨铸铁管配件 柔性铸铁管一周内发货产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:球墨铸铁管配件 柔性铸铁管一周内发货的图文介绍


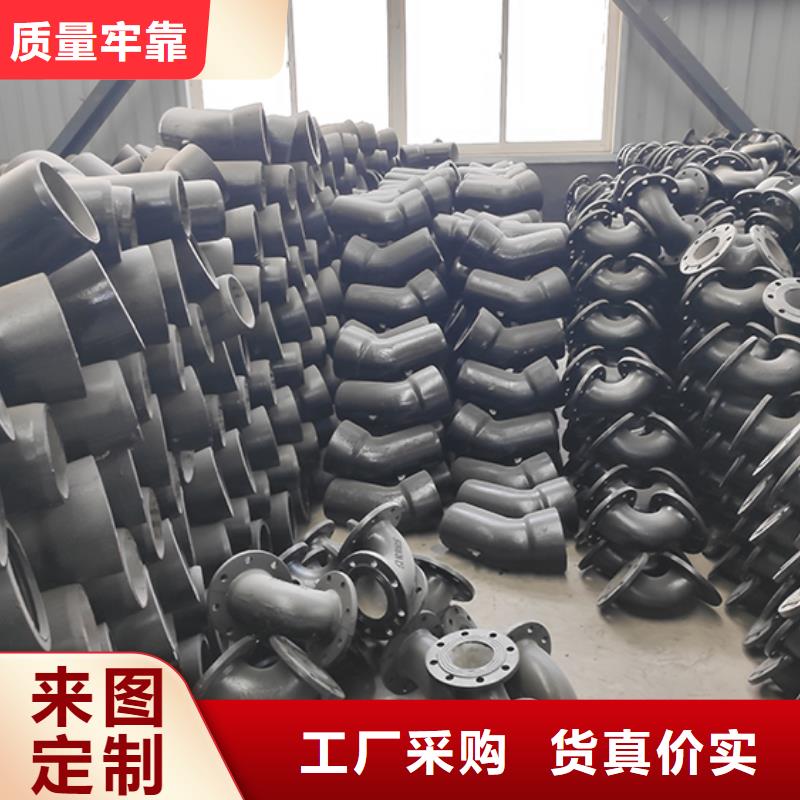
在对球墨铸铁管进行运输时,有几点需要注意的地方,下面由球墨铸铁管厂家安阳永通铸管 为大家作下简单总结,希望您从中可以得到自己想要的知识点! 球墨铸铁管一般采用的运输工具是汽车、火车或者轮船来进行,要注意车厢内的卫生, 必须要打扫干净,不要有异物。 另外在进行装卸时,要采用吊带或专用工具起吊,并且要注意轻装轻放,在倒运、运输 时应垫稳、垫牢,不要相互撞击,严格按照防护和紧固的要求进行操作,避免对管节及防腐 涂层造成损坏。 同时,在利用汽车或者火车来运输球墨铸铁管时,可以在平板上放置几块木板,这样可 以规避管节的承口与平板,直接接触。球墨铸铁管厂家安阳永通铸管在这里温馨大家的是, 如果用的是平板车来进行运输,尽量用楔块进行固定,这样可以防止管节的滚动。 球墨铸铁管配件



鑫福兴管业(青田县分公司)是一家专注于 球墨铸铁管产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 球墨铸铁管。



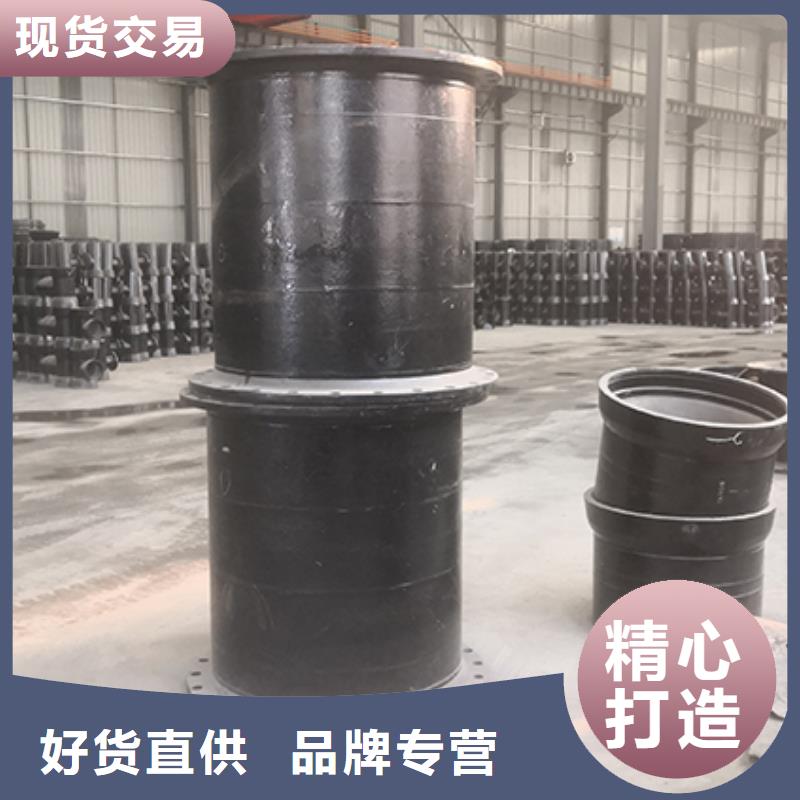
球墨铸铁管必须符合以下质量要求: 一、从外观上来看。球墨铸铁管的表里两个外表都有必要要平坦光亮,不能有蜂窝、裂缝、错位、冷隔等任何明显的缺点。当然,一些纤细的不影响管材功用的冷铸构成的斑纹是容许存在的。可是有必要要进行修补,然后磨平之后再投入运用; 二、在球墨铸铁管连接的当地,不能呈现麻面,凸出的棱线或是连续的沟纹等,避免接触面接触欠好,形成渗漏等状况的发生; 三、球墨铸铁管承接口处的法兰概括有必要明晰,也相同不容许有影响运用的沟纹麻面等的存在。 球墨铸铁管在日常生活中越来越普遍,但是依然有很多客户依然不知道改如何选择球墨铸铁管,今天我们就来详细的了解下,我们可以从一下四个方面来分析下选择球墨铸铁管需要注意的问题: ,管材的节能方面,任何管材从原料提炼合成、熔镉、机轧、注挤均要消耗能量,从宏观来看,金属管比塑料管要耗能。在复合过程中采用热胀、喷涂复合工艺的钢塑复合管要比金属管耗能,厚壁管比薄壁管耗能。从施工工艺角度分析,用电焊、气焊、热熔连接比涂刷绞牙的要耗能; 第二,管材的性和使用的可靠性:这是建筑给水中重要的原则,因为建筑给水是有压管,一旦漏水爆裂将会使建筑和人民财产造成损失。管材应能经受得起振动冲击、水锤和热胀冷缩等,并经受时间考验,不漏水、不爆裂;球墨铸铁管能作为现今供水管道系统 管材很大一部分原因就是为此。 第三,管材在供水后的卫生性:管材均要符合 标准GB/T17219-1998的要求,而且经过 认可的检测部门测试,合格才能投放市场。就目前我们的卫生水准要求来说,建筑给水管均在卫生许可范围内。但塑料管的各种改性剂、助剂、添加剂等,金属管溶于水的金属离子,这些统称为引起人体致变的环境因子,对人体脏器等引起影响因素正有待于人类深入研究探讨。所以不加改性剂塑料和化学成份中或表面镀层中无重金属分子的金属管卫生性能好,反之亦然; 第四,可以有持续发展的空间,在使用任何一种管材时,人们大多会在乎它的多次利用而不会报废,其中很重要的原因是在于它能被回收重复利用和不产生新的污染。对于塑料管,多数可以将废料回收重复利用,而对于PE-X因其废料或旧管不能回用,又不能降解,这个问题一直成为探索问题。 球墨铸铁管配件



球墨铸铁管配件 高炉熔炼工艺简介:1、高炉铁水运输到铸造车间直接浇注铸铁件。显而易见这是***佳的短流程熔炼工艺。由于原高炉铁液对铸件石墨状态的遗传效应和铁液温度决定铁水的溶碳度、石墨析出量及尺寸大小造成铸件的抗拉强度较低,加之高炉铁液出炉温度不够高,一般低于1450℃及组织的遗传效应。 2、将高炉铁水倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件。 3、将高炉铁水先倒入保温炉保温待需要时再倒入感应电炉与废钢、回炉料和配料中间合金一起熔配,经成分调整和熔炼后出炉经变质、球化等处理后浇注铸铁件,应用与工艺上面第二种相同,只因高炉炼铁与铸造过程的匹配问题而将铁水暂存保温炉内。 球化处理方法简介:1、镁芯线喂入法 镁芯线分为2种:①镁合金线中含晚量为20%-35%,加入量为22m/t-25m/t;②纯镁线中含瑰量为90%-92%,加入量为32m/t-35m/t。欧洲采用镁芯线球化处理工艺己占球化处理量的20%左右; 喂线球化具有球化率高,石墨细小(球化率1-2级,大小7级),铁液纯净度好、易与铁液分离(渣的二元碱舅)为2.5-4.0),处理温降小(3040℃),作业环境好等特点.喂线速度40-80m/min; 2、冲入法 国内一般工厂均采用这种工艺。球化剂主要成分为:7%-9%M、1%-3%RE, 40%-V44%Si,球化剂加入量1.4%-1.7%(与原铁液中含硫量有关)。采用堤坝式球化包,球化包凹坑中加入球化剂后,上盖一定量的孕育剂,然后再覆盖一层铸铁屑或薄钢板; 3、转包法 处理前将纯镁加入到转包体后部由一块石墨隔板形成的反应室内→定量加入铁液→转动包体进入处理状态→铁液经石墨隔板孔进入反应室进行球化反应→球化处理后将铁液倒出。转包法球化处理温度一般为T=1460-1520℃,反应时间约80s,镁的吸收率可高达60%-70%,石墨隔板寿命为300-350次; 转包法球化具有球化成本低,铁液纯净度好,允许原铁液含硫量高((S可放宽至0.2%),球化处理后残硫量低((S可低至0.005%-0.008%),处理过程中温降小(40-50℃)等优点。但要求每小时至少应处理5包以上。


球墨铸铁管配件退火处理简介:球墨铸铁管采用两阶段退火处理。即在高温石墨化退火之后,炉冷至共析温度再保温,以共析渗碳体。球墨铸铁管的具体退火温度及保温时间是由不同的化学成分和铸态组织等所决定的一对于不同生产条件的管子,其退火工艺的制定是需要由试验来确定的。 球墨铸铁管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。球墨铸铁管一般都是采用纯氢作为退火气氛,气氛纯度***好是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是***不能含有过多氧气、水汽。 炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝;采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气;其中***容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。提出了冷弯成型前对原料管进行预处理的工艺方案;研究分析了正火温度、保温时间和冷却方式对原料管组织和力学性能的影响规律。 软氮化是活性氮化,现在比较常用的是气体氮化.随着化工工业在中国的发展,球墨铸铁管的应用越来越广泛,国内球墨铸铁管每年以10%的速度增长着,在石油,尿素等行业也有很大的发展前途。球墨铸铁管在性能上的突出表现是屈服强度高和耐应力腐蚀,具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。



